
Продукти



Цементовані втулки з карбіду вольфраму для занурювальних нафтових родовищ
Вступ до продукту
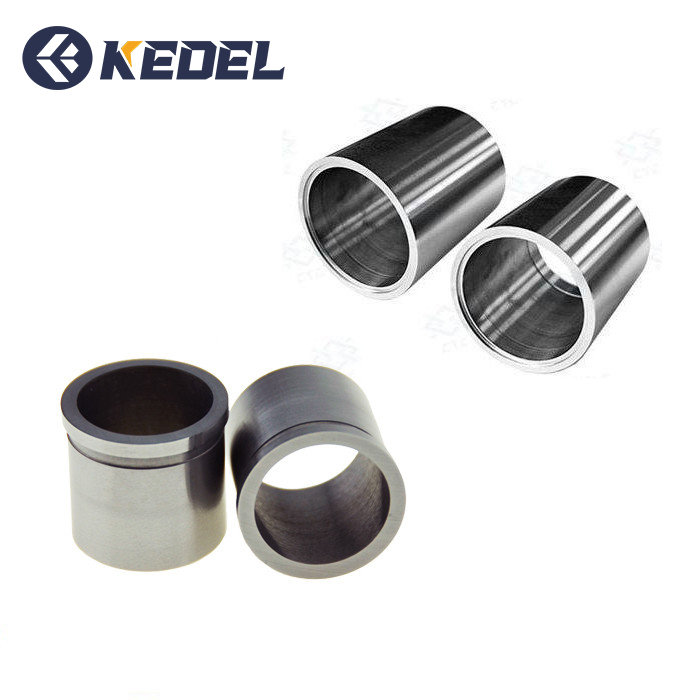
Карбід-вольфрамові втулки широко застосовуються, це пристрої для захисту цілого класу компонентів. Вони тісно пов'язані між собою у фактичній роботі та середовищі застосування, а також їхньою роллю та призначенням.
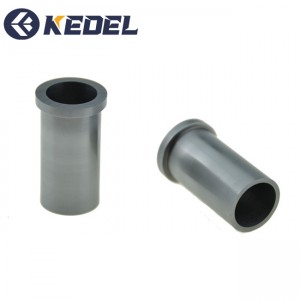
У клапанах втулки встановлюються в кришку клапана для зменшення витоку через клапан та ущільнення; у підшипниках використовуються втулки для зменшення зносу між підшипником та сідлом вала, запобігання збільшенню зазору між валом та отвором тощо.
Виробництво та обробка карбід-вольфрамової гільзи високої міцності, вона витримує тривале навантаження, має високу хімічну стійкість до лугів, спиртів, ефірів, вуглеводнів, кислот, олії, мийних засобів, води (морської води), не має запаху, нетоксична, несмачна, не іржавіє, широко використовується в нафтохімічній промисловості для занурювальних масляних насосів, шламових насосів, водяних насосів, відцентрових насосів тощо.
переваги
1, 100% сировина:
Втулки виготовляються з чистої сировини, що характеризується тривалим терміном служби та стабільною роботою.
2, Механічна обробка:
Втулки обробляються високоточним обладнанням: обробним центром з ЧПК, шліфувальним верстатом, фрезерним верстатом, свердлильним верстатом, горизонтально-фрезерним верстатом, верстатом для зняття фаски, штампувальним верстатом для металу, різальним верстатом з ЧПК тощо.
3, Доступні різні розміри:
Ми можемо надати втулки підшипників різних розмірів, повні форми та короткий термін доставки. 7-10 днів для зразків, 20-25 робочих днів для масового виробництва.
4, Гарантія якості:
Неперевершені стандарти якості. Наші втулки та підшипники розроблені та виготовлені відповідно до суворих стандартів якості, які регулюють вибір матеріалів, обробку, обробку поверхні, перевірку та упаковку.
Експонат
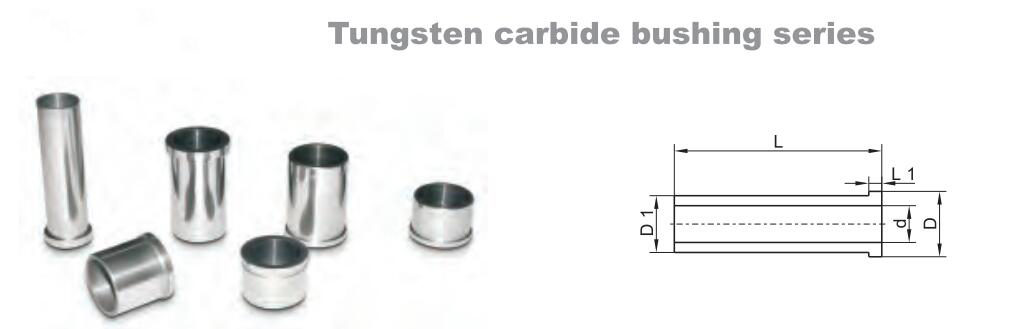
Детальний малюнок

Таблиця матеріалів
| Оцінка | ІСО | Специфікація | Застосування карбіду вольфраму | ||
| Щільність | ТРС | Твердість | |||
| Г/см³ | Н/мм2 | HRA (Health Research Association) | |||
| YG06X | К10 | 14.8-15.1 | ≥1560 | ≥91,0 | Кваліфікований для обробки загартованого чавуну, легованого чавуну, тугоплавкої сталі та легованої сталі. Також кваліфікований для обробки звичайного чавуну. |
| YG06 | К20 | 14.7-15. 1 | ≥1670 | ≥89,5 | Кваліфікований для чистової та напівчистової обробки чавуну, кольорових металів, легованих та нелегованих матеріалів. Також кваліфікований для волочіння дроту для сталі та кольорових металів, електродриля для геологічного використання та сталевого буріння тощо. |
| YG08 | К20-К30 | 14,6-14,9 | ≥1840 | ≥89 | Кваліфікований для грубої обробки чавуну, кольорових металів, неметалевих матеріалів, волочіння сталі, кольорових металів та труб, різних свердлильних інструментів для геологічного використання, інструментів для машинобудування та швидкозношуваних деталей. |
| YG09 | К30-М30 | 14,5-14,8 | ≥2300 | ≥91,5 | Підходить для низькошвидкісної грубої обробки, фрезерування титанових сплавів та вогнетривких сплавів, особливо для відрізного інструменту та шовкового уколу. |
| YG11C | К40 | 14-.3-14.6 | ≥2100 | ≥86,5 | Кваліфікований для лиття свердел для важких бурильних установок: знімні долота, що використовуються для буріння глибоких отворів, візок для бурильних установок тощо. |
| YG15 | К40 | 13.9-14.1 | ≥2020 | ≥86,5 | Підходить для буріння твердих порід, сталевих прутків з високим коефіцієнтом стиснення, волочіння труб, штампувальних інструментів, корпусів стрижнів автоматичних формовочних машин порошкової металургії тощо. |
| YG20 | 13,4-14,8 | ≥2480 | ≥83,5 | Підходить для виготовлення штампів з низьким ударним навантаженням, таких як штампування деталей годинників, корпусів батарейок, невеликих гвинтових кришечок тощо. | |
| YG25 | 13,4-14,8 | ≥2480 | ≥82,5 | Кваліфікований для виготовлення прес-форм методом холодного висадження, холодного штампування та холодного пресування, що використовуються для виробництва стандартних деталей, підшипників тощо. | |
Таблиця розмірів
| Номер моделі | Специфікація | Зовнішній діаметр (D: мм) | ІД(D1:мм) | Пори (d:мм) | Довжина (Д: мм) | Довжина кроку (L1: мм) |
| КД-2001 | 01 | 16.41 | 14.05 | 12.70 | 25.40 | 1.00 |
| КД-2002 | 02 | 16.41 | 14.05 | 12.70 | 31,75 | 1.00 |
| КД-2003 | 03 | 22.04 | 18,86 | 15,75 | 31,75 | 3.18 |
| КД-2004 | 04 | 22.04 | 18,86 | 15,75 | 50,80 | 3.18 |
| КД-2005 | 05 | 16.00 | 13.90 | 10.31 | 76.20 | 3.18 |
| КД-2006 | 06 | 22.00 | 18,88 | 14.30 | 25.40 | 3.18 |
| КД-2007 | 07 | 24.00 | 21.00 | 16.00 | 75,00 | 3.00 |
| КД-2008 | 08 | 22.90 | 21.00 | 15.00 | 75,00 | 3.00 |
| КД-2009 | 09 | 19.50 | 16,90 | 12.70 | 50,00 | 4.00 |
| КД-2010 | 10 | 36,80 | 32.80 | 26.00 | 55.00 | 4.00 |
-

Наконечники кнопок із цементованих карбідних вставок для вугілля...
-

YG9C YG11C YG13C висока зносостійкість перехресного...
-

Міцна стійка до стирання карбідна насадка для різання...
-

Водоструминні форсунки з карбіду вольфраму
-

Високостійкий твердий карбід вольфраму, стійкий до зносу...
-
Антикорозійний твердосплавний карбід вольфраму YG1C...



